This is probably going to be the machine that I should have bought 20 years ago.
See ../../ Cutting Tool Forming and Sharpening -> Gorton Cutter Grinding Machines for literature about this machine.
The Gorton 375 is a remarkable cutter grinder. I have yet to explore its capabilities fully, but it has enough angles and settings that I do believe it capable of making four-dimensional tools for Martian spacecraft.
It is, however, a machine engineered in the 1930s, and although like all good old tools it was designed without a finite service life, keeping it running in the 2010s can be a challenge. While the 21st century certainly has many wonderful things, many basic engineering products are not among them. We live in a time of contraction of the underlying components of an industrial culture, and many useful items formerly common are now rare or unavailable. With respect to the Gorton 375, this is particularly the case with grinding wheels, workholding collets, and drive belts and pulleys.
Identification
Gordon Model 375-4. Serial number 103,789, manufactured 1963-02-04. Acquired 2010-06-24.
Power
Naturally, I had to remotor mine. It came equipped for 440V 3-phase, and as its power requirements are low it just made more sense to swap in a 120V single-phase motor. Note, however, that this can (and for me did) raise important issues with regard to spindle speed and the diameters of grinding wheels which may be used safely.
The drive on my machine uses a "2L" type V-belt, which is still relatively easy to find. Finding pulleys for them of the appropriate bore, however, is not.
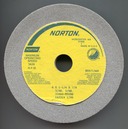
Grinding Wheels
It is, as noted in Power, above, easy enough to install a motor and drive setup which will overspeed both spindle and wheel. This must never be done.
It isn't at all clear from the documentation what kinds of grinding wheels will fit the machine. It uses wheels with holes and back thicknesses which I presume were common when it was designed, and which were manufactured through at least the 1990s, but which are now out of production. (Moreover, it would appear that different models of the 375 used different types of grinding wheels.) Still, it is possible to find new wheels appropriate for the machine.
Collets and Workholding
This machine's "native" collet type is the now rather rare Rivett No. 4, New Style (i.e., "4NS") collets . It is also possible to hold a variety of other things, however (including, with adapters, 5C collets).
The type 717 Universal Tool Head several engineering changes over the years, and used at least two different methods of securing the Collet Holding Sleeve in place. Mine came with the latter of these methods, and with a Sleeve Clamping Ring which was firmly stuck in place. The drawings in the manual are entirely insufficient and do not let you know whether it is safe simply to apply excessive force to free it or whether that will break something. I took my chances and used a cheater bar. I got lucky and it worked. Here's what the mechanism looks like.
Lubrication
The 375-4 differs from the 375-2. Also, the probably munged up thing on the top of the spindle on the 375-4 is not an oiling point; it's a security set-screw.
All portions of this document not noted otherwise are Copyright © 2011 by David M. MacMillan and Rollande Krandall.
Circuitous Root is a Registered Trademark of David M. MacMillan and Rollande Krandall.
This work is licensed under the Creative Commons "Attribution - ShareAlike" license. See http://creativecommons.org/licenses/by-sa/3.0/ for its terms.
Presented originally by Circuitous Root®
Select Resolution: 0 [other resolutions temporarily disabled due to lack of disk space]